












Todos os Produtos
-
Fabricação de aço estrutural
-
Fabricação de aço pesada
-
Fabricação de aço do metal
-
fabricações de chapa metálica
-
Construção civil de aço da elevação alta
-
construção estrutural da armação de aço
-
Ponte de viga de aço
-
Ponte de fardo de aço
-
Ponte pedestre da passagem superior
-
Armação de aço da casa pré-fabricada
-
moldação de aço clara
-
construção de aço galvanizada
-
Fabricação de aço inoxidável
-
Rua de aço polo claro
-
Estruturas aéreas do sinal
-
Pontes em arco de aço
-
Ponte de viga pré-moldada
-
 Donald McwayneOs bons membros da equipe oferecem sempre o orçamento a tempo e respondem a perguntas com paciência, grande trabalho!
Donald McwayneOs bons membros da equipe oferecem sempre o orçamento a tempo e respondem a perguntas com paciência, grande trabalho! -
 Joseph AlexanderEu estou sentindo respeitado inteiramente ao tomar com Grace e deu sempre o melhor conselho. O primeiro grupo dos painéis da ponte obtidos é grande demasiado. agradecimentos todos.
Joseph AlexanderEu estou sentindo respeitado inteiramente ao tomar com Grace e deu sempre o melhor conselho. O primeiro grupo dos painéis da ponte obtidos é grande demasiado. agradecimentos todos.
Padrão 1554 estrutural do processo AS/NZS Austrália da construção da armação de aço do feixe da paralela





| Lugar de origem | China |
|---|---|
| Marca | FASEC |
| Certificação | CE, ISO, SGS |
| Número do modelo | HZFS |
| Quantidade de ordem mínima | 20 toneladas |
| Preço | USD1000-2600/ton |
| Detalhes da embalagem | embalagem em condições de navegar no recipiente ou na embarcação do volume |
| Tempo de entrega | Conforme as necessidades do cliente como 2-3 meses |
| Termos de pagamento | L/C, T/T, D/A, D/P |
| Habilidade da fonte | 100000 toneladas pelo ano |
Detalhes do produto
| Material | Aço de Q355b | Categoria | Q355b |
|---|---|---|---|
| Tipo | Pesado | Tamanho | Personalizado |
| Tratamento de superfície | Galvanizado ou pintado | Cor | Cor personalizada |
| Aplicação | Construção | ||
| Destacar | construção dos quadros de aços estruturais do feixe da paralela,Construções AS/NZS 1554 dos quadros de aços estruturais,Construções AS/NZS 1554 do quadro de aços estruturais de FASEC |
||
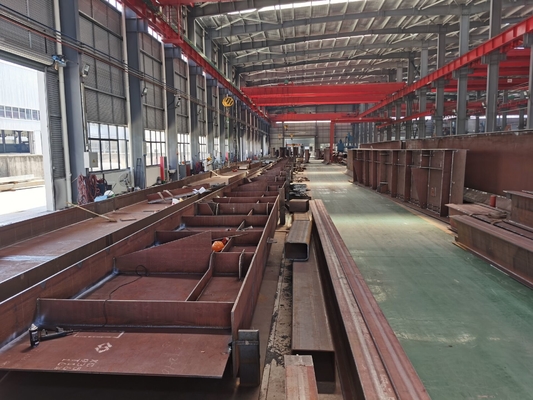
Descrição de produto
O padrão 1554 de AS/NZS Austrália certificou a fabricação de aço estrutural da construção
A soldadura é um processo de manufatura e uma técnica para juntar-se a metais ou a outros materiais termoplásticos tais como plásticos por meio do calor, da alta temperatura, ou da alta pressão. Há muitas fontes de energia para a soldadura moderna, incluindo a chama do gás, o arco, o laser, o feixe de elétron, a fricção e o ultrassônico.
A soldadura de arco e o gás manuais do CO2 protegeram materiais de consumo e o equipamento de solda
1. O elétrodo deve ser secado em uma caixa de secagem de alta temperatura, e o número de épocas que o elétrodo deve ser secado não deve exceder duas vezes.
2. O empacotamento do fio de solda deve estar nas boas condições. Se é danificado, o fio de solda deve parcialmente ser rejeitado se é contaminado, curvado ou desorganizado.
3. A pureza do gás do CO2 não deve ser mais baixa de 99,9% (relação do volume), o índice de água deve ser mais baixa de 0,05% (relação de peso), e a garrafa deve ser parada quando a alta pressão na garrafa é mais baixa do que 1MPa.
4. A tensão da máquina de solda deve ser normal, o fio à terra deve ser pressionada firmemente, o contato deve ser segura, o cabo e os tenazes de brasa de solda não devem ser danificados, o alimentador do fio deve poder alimentar uniformemente o fio, e a tubulação de gás deve estar livre do escapamento ou do bloqueio de ar.
Procedimentos de soldadura da instalação e exigências gerais
A sequência geral da soldadura é: pré-aquecimento do → da inspeção da pre-soldadura e instalação do → da remoção de oxidação da inspeção de solda de solda do → do → da almofada e da placa da greve de arco
1. Antes da soldadura, verifique o ângulo de sulco, a quantidade sem corte da borda, da diferença e do offset, e remova os pontos da oxidação, as manchas de óleo, as escalas do óxido de ferro, etc. no sulco e em ambos os lados.
2. pré-aqueça. Antes da soldadura, usar a soldadura de gás ou uma arma de cozimento especial para aquecer uniformemente o sulco e o metal baixo dentro de 100mm em ambos os lados, e mede a temperatura com um termômetro de superfície para impedir que a temperatura não encontre as exigências ou a oxidação local da superfície, e pré-aquece a temperatura.
3. verifique novamente a temperatura pré-aquecendo, se a temperatura não é bastante, ele deve ser reaquecido para fazê-lo cumprir as exigências.
4. Ao instalar a placa de revestimento protetor de solda e a placa relevante do arco, as exigências de superfície da limpeza são as mesmas que a superfície do sulco. A placa de suportação e o metal baixo devem proximamente ser unidos, e a placa impressionante do arco e o metal baixo devem ser soldados firmemente.
5. solda: O grânulo de solda da primeira camada deve selar a conexão entre o metal baixo e a placa de suportação no sulco, e acumula então a camada de solda pela camada até que o sulco esteja enchido. Após cada emenda de solda é terminado, a escória de solda e o respingo deve ser removido. Se está soldando defeitos, devem ser removidos e reparado a tempo.
6. Uma junção deve ser soldada continuamente. Se a soldadura é parada incompletamente como um último recurso, deve ser tratada com a preservação do calor e refrigerar lento. Antes de soldar, deve ser reaquecida de acordo com os regulamentos.
7. a soldadura deve ser parada em caso da chuva ou da neve, e deve haver protetores e dosséis de vento em torno e acima das junções de solda dos componentes. A soldadura deve ser parada quando a velocidade do vento é maior do que 5m/s. Quando a temperatura ambiental é mais baixa do que zero, as medidas do pré-aquecimento e do cargo-aquecimento devem ser tomadas de acordo com regulamentos.
8. O aço estrutural do carbono deve ser refrigerado à temperatura ambiental na solda, e o aço estrutural da baixo-liga deve ser testado para a detecção da falha da solda 24 horas após a conclusão.
9. os soldadores e os inspetores devem preencher o formulário do registro do trabalho com cuidado.
Sequência e parâmetros de processo de solda para junções típicas
1. Quando as colunas superiores e mais baixas sem talões são soldadas simetricamente a 1/3 da espessura da placa por dois soldadores em ambos os lados, elimine os talões.
2. Então dois soldadores soldam simetricamente a 1/3 da espessura da placa em ambos os lados no lado da placa cortada da orelha.
3. Dois soldadores serão responsáveis para a soldadura dos dois lados adjacentes respectivamente.
4. As junções do grânulo da solda entre cada um duas camadas devem ser desconcertadas de se. As junções do grânulo da solda soldadas por dois soldadores devem igualmente pagar a atenção ao staggeredness de cada camada. Durante o processo de solda, a atenção deve ser pagada a detectar a temperatura entre camadas.
5. parâmetros de processo de solda:
O gás do CO2 protegeu a solda: diâmetro de fio Φ1.2mm, 280~320A atual, velocidade de solda 350~450mm/min
Comprimento da extensão do fio: aproximadamente 20mm, fluxo 25~80L/min do gás,
Tensão 29~34V, temperatura 120~150℃ do interlayer
Tipo de soldadura
1. soldadura de arco do elétrodo:
Princípio - método da soldadura de arco para soldar com um elétrodo manual. Usando o arco ardente estável estabelecido entre o elétrodo e a soldagem, o elétrodo e a soldagem são derretidos para obter uma junção soldada firme. Pertence à proteção da junção da gás-escória.
Características de cano principal - operação flexível; baixas exigências do conjunto para que a junção seja soldada; vasta gama de materiais weldable do metal; baixa produtividade de solda; dependência forte na qualidade da solda (segundo as habilidades de funcionamento e o desempenho no local do soldador).
Aplicação - amplamente utilizada na construção naval, as caldeiras e as embarcações de pressão, a fabricação da maquinaria, as estruturas de construção, equipamento químico e outras fabricação e indústrias da manutenção. É apropriado para soldar de vários materiais do metal, de várias espessuras e de várias formas estruturais (nas indústrias acima).
2. Soldadura de arco submersa (soldadura automática):
Princípio - as queimaduras do arco sob a camada do fluxo. As soldas são formadas derretendo o fio, o fluxo e o metal baixo (solda) usando o calor gerado pelo arco que queima-se entre o fio e a soldagem. Proteção da escória.
Características de cano principal - produtividade de solda alta; boa qualidade da solda; baixo custo de solda; bom trabalhe circunstâncias; difícil soldar no espaço; exigências altas para soldar a qualidade do conjunto; mau) e soldas curtos.
Aplicação - amplamente utilizada na construção naval, nas caldeiras, nas pontes, na maquinaria de levantamento e na fabricação metalúrgica da maquinaria. A soldadura de arco submersa pode ser usada para toda a soldagem onde a solda pode ser mantida em uma posição horizontal ou com um ângulo de inclinação pequeno. A espessura da placa deve ser maior de 5 milímetros (anti-queimadura completamente). Da liga de aço do carbono de aço estrutural aço de solda, baixa, de aço inoxidável, resistente ao calor estrutural, aço composto, etc.
3. O gás do dióxido de carbono protegeu a solda (soldadura automática ou semiautomática):
Princípio: Um método derretido da soldadura de arco do elétrodo usando o dióxido de carbono como um gás de proteção. Proteção de gás.
Características de cano principal - produtividade de solda alta; baixo custo de solda; deformação de solda pequena (aquecimento de arco concentrado); qualidade de solda alta; operação simples; taxa alta do respingo; difícil soldar com alimentação CA; resistência pobre do vento; Metal.
Aplicação - principalmente aço do baixo aço carbono de solda e de baixa liga. Disponível em várias espessuras. Amplamente utilizado na fabricação do automóvel, a fabricação da locomotiva e do veículo, maquinaria química, maquinaria agrícola, maquinaria de mineração e outros departamentos.
4. Soldadura de MIG/MAG (derreter o gás extremamente inerte/gás ativo protegeu a solda):
Princípio da soldadura de MIG - um método da soldadura de arco usando o gás inerte como a proteção do gás e do fio de solda como o elétrodo de derretimento.
O gás de proteção é geralmente argônio ou hélio ou uma mistura disso. O MIG usa o gás inerte, e o mag adiciona uma pequena quantidade de gás ativo, tal como o oxigênio, o dióxido de carbono, etc., ao gás inerte.
Características de cano principal - boas soldando a qualidade; produtividade de solda alta; nenhuma reação da desoxidação e do dehydrogenation (fácil formar defeitos de solda, exigências especialmente restritas para a limpeza de superfície de materiais de solda); resistência pobre do vento; equipamento de solda complexo.
Aplicação - pode soldar quase todos os materiais do metal, usados principalmente para da solda de metais não-ferrosos e seus de aços das ligas, os de aço inoxidável e alguns de liga (demasiado caros). A espessura a mais fina é aproximadamente 1 milímetro, e a espessura máxima é basicamente ilimitada.
5. Soldadura de TIG (o gás inerte de tungstênio protegeu a solda)
Princípio - sob a proteção do gás inerte, o arco gerou entre o elétrodo do tungstênio e a soldagem é usado para derreter o metal baixo e o fio do enchimento (ou sem fio do enchimento) para formar o método de solda da solda. Os elétrodos não derretem durante a soldadura.
Características de cano principal - adaptação forte (arco estável, nenhum respingo); baixa produtividade de solda (o elétrodo do tungstênio tem a capacidade atual-levando pobre (derretimento e evaporação do elétrodo do anti-tungstênio, a emenda de solda do anti-tungstênio)); custos de gastos de fabricação altos.
Aplicação - quase todos os materiais do metal podem ser soldados, de uso geral para soldar ligas de aço inoxidável, de alta temperatura, alumínio, magnésio, titânio e seus ligas, metais ativos refratários (zircônio, tântalo, molibdênio, nióbio, etc.) e metais do isobell. A espessura de solda é geralmente menos de 6 milímetros, ou a soldadura inferior das peças grossas. Usar um sulco do pequeno-ângulo (tecnologia estreita do sulco) pode realizar a soldadura de TIG automática de diferenças estreitas com uma espessura de mais de 90mm.
![]()
Produtos recomendados